

1、为什么我的弯曲强度结果和供应商/其他实验室的结果差那么大?
2、为什么我的模量结果和别人的差那么大?
3、弯曲模量要用挠度计吗?

以上是关于塑料的三点弯曲测试,我们经常被问及的问题。如何来辨别数据差异的原因,获得正确的,可比较的测试数据,是我们一直致力于帮助客户解决的问题。由于篇幅的原因,本文针对大家很关心的弯曲强度和弯曲模量这两个测试结果中的弯曲强度来谈一谈如何分析有疑问的结果是否正确,及注意事项。
为什么我的弯曲强度结果和供应商/其他实验室的结果差那么大?
针对这个问题,我们首先从弯曲应力的定义出发。弯曲应力与力,跨度以及试样尺寸相关。所以,我们要考虑力的测量准确性,即力传感器的测量值是否准确;软件中是否把试样的初始受力清零了;跨度设置是否正确;尺寸测量等问题。另外,还有就是速度对结果的影响。力传感器的测量值是否准确可以通过计量来确定,我们主要讨论几点较为常见的问题。
比较常见的原因之一是试样尺寸测量。部分用户在做测试时,直接采用标准试样尺寸,即10.0mm宽度和4.0mm厚度。但是,事实上,很多时候,注塑试样的尺寸并不能很准确的正好是10.0mm宽×4.0mm厚。这时候,在弯曲试验中测量试样尺寸时要特别注意。尤其是试样厚度会以平方的形式参与弯曲应力的计算,测量误差也是平方的。即使一个厚度为4.0 mm(标称)的试样的测量误差仅为0.1 mm,也会导致弯曲应力有约5%的误差。
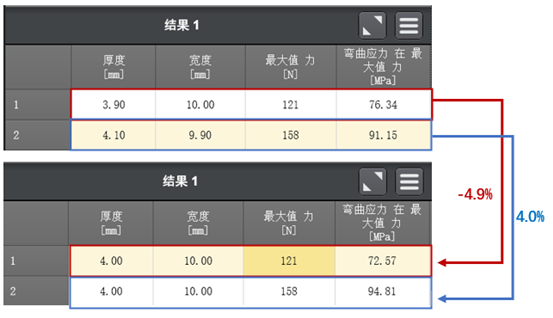
图1 试样尺寸变化引起的弯曲强度差异
试样尺寸不仅仅是要测量,还要正确测量。试样尺寸的测量精度,接触面尺寸等都需按照标准要求进行。由于注塑样品会有拔模角,且冷却过程不同造成试样会有凹痕,对于这类样品的宽度和厚度测量,就不能用卡尺,而需要用精度达到±0.01mm的螺旋测微器,这样才能如图2所示进行正确的测量。同时,螺旋测微器测头可以有不同的几何形状,但对于球面测头,其半径应≥50mm。推荐使用平接触面。圆柱形测头的表面直径应为1.5mm≤φ≤6.4mm范围内,而矩形测头的长边应在4mm到6.4mm之间。
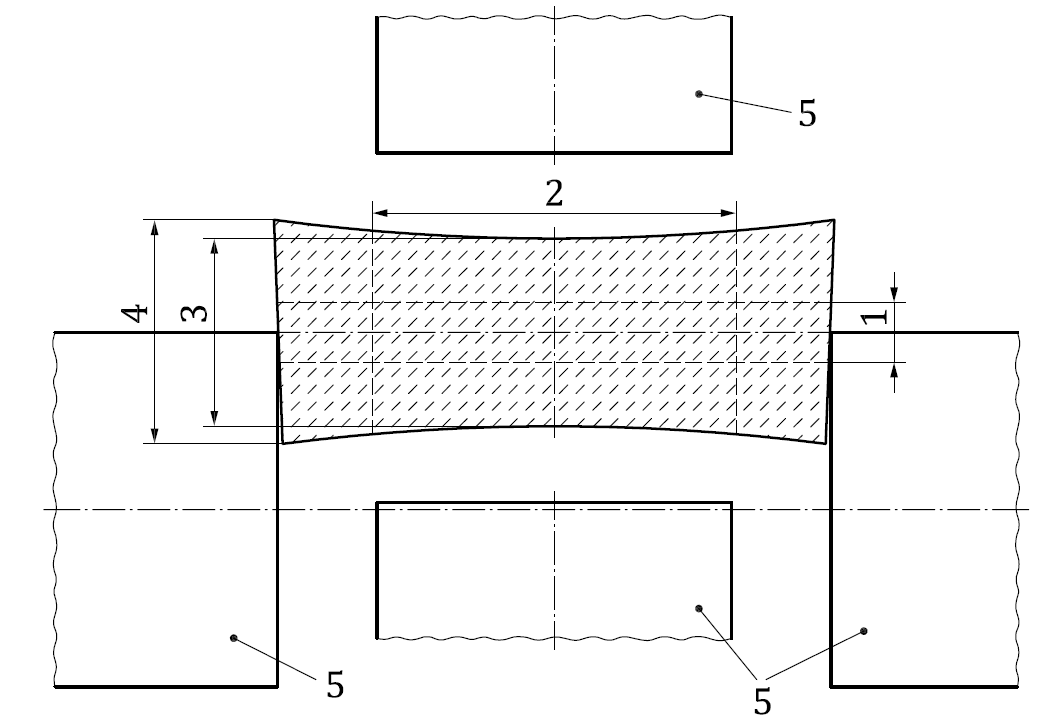
图2 注塑样品正确的尺寸测量方式
为了提高测试效率,减少人为因素导致的错误,建议采用试样尺寸自动测量装置(ASMD,图3)。ASMD可将直接将试样尺寸自动输入到Bluehill软件中,并通过软件计算平均值,无需手动计算和输入数据,减少人为的错误风险。

图3 试样尺寸自动测量装置(ASMD)
弯曲强度σfB/弯曲应力σfc
对于这个问题,我们先来看下您的材料所测得的曲线类型。图4是ISO 178-2019标准中列出的三种典型的弯曲应力-弯曲应变(挠度)曲线图。曲线a代表在屈服之前断裂的试样,即脆性试样,比如纤维增强材料。曲线b代表出现力后,在规定挠度前破坏的试样。曲线c代表在达到规定挠度前既没有出现力也没有破坏的试样。
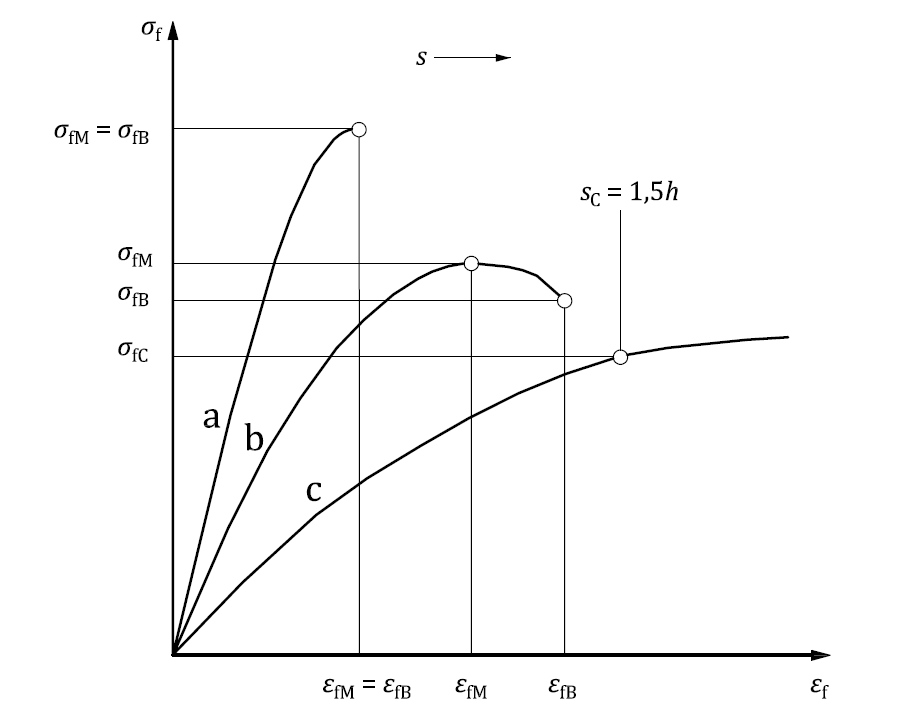
图4 典型的弯曲应力-弯曲应变(挠度)曲线图
如果您的试样曲线是曲线a或b,也就是说,您的测试过程中是明确出现了力的,那么弯曲强度也是确定的。但如果您的试样曲线是曲线c这类的,有一点经常被忽略,那就是标准规定测试到试样断裂或应变达到5%停止。那么,试验停止了,但是试样没有断,怎么取弯曲强度呢?这时候就要关注到另外一个术语“在规定挠度时的弯曲应力σfc”,也就是3.5%弯曲应变对应的弯曲应力。当弯曲应变超过3.5%还未出现力时,就需要用在3.5%时的弯曲应力替代弯曲强度。当您的材料是柔软的延性材料时,一方采用规定挠度时的弯曲应力,一方一直测试到出现弯曲应力作为弯曲强度,结果必然有较大差异。
测试速度
我们还需要考虑的一点,就是测试速度可能不同。由于塑料的粘弹性,其力学性能对使用的测试速度敏感。比如您采用ISO 178:2019方法A,全程采用2mm/min的应变速率测弯曲应力,而您的供应商采用方法B,采用2mm/min测定弯曲模量后,根据材料的韧性选择10mm/min或100mm/min测定弯曲应力-应变曲线的剩余部分时,获得的弯曲强度或规定挠度时的弯曲应力也会有大的差异。
表1来自于ISO 178:2019附录B。从表1中ASA和PBT-GF30两种材料在不同测试速度下的测试结果就可以看出,随测试速度增加,弯曲强度或规定挠度时的弯曲应力。

表1 测试速度的变化对弯曲性能测量值的影响
如果您在测试中也遇到了一样的问题,但无从下手,不妨跟着本文一步一步排查。




